Have you spent days trying and failing to burn a screen successfully? Or perhaps you are a newbie screen-printer trying to learn how to burn screens?
Burning screens is an important step when it comes to screen printing. Learning to burn your screens properly is crucial to creating a high-quality print. However, it can be challenging and frustrating without the right technical know-how.
In this article, we’ll explain how to burn good, consistent screens and give you tips to help you burn screens properly.
Why Burn Screens, and Why is it Necessary?
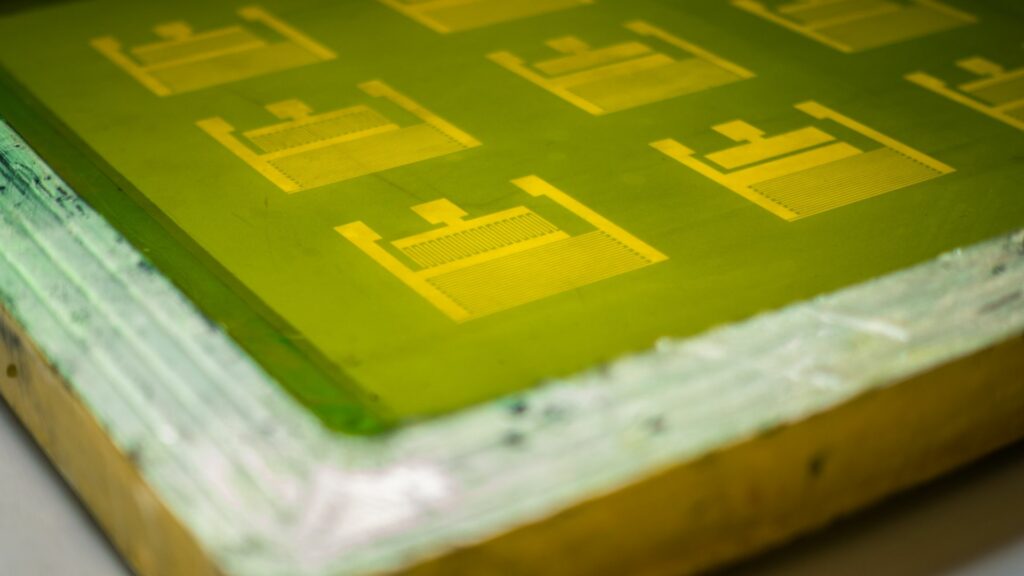
No, there’s no literal “burning” happening here. Essentially, burning a screen involves coating the screen with emulsion and laying it on an exposure unit over a film positive, with the film facing the UV light source. Turning on the light source for the appropriate amount of time burns the emulsion, exposing the screen. The areas not covered by the black printed on the film positive harden, while those covered are not exposed and can be washed out. That is the art you’re printing.
To get the best quality artwork, you need to know how to burn a consistent, well-exposed screen. Improper burning of a screen can lead to overexposure and underexposure, causing several problems, including screens that take forever to wash out and develop, screens that break down while spraying down, or screens that peel after a while.
Burning screens properly also helps you avoid pinholes. Pinholes are small holes you see after exposing the screen, usually due to dust or debris getting on your screen before coating. Another problem you avoid is undercutting, where the edges of your image shrink or appear blurry.
What to Consider Before Burning a Screen

There are a few items you have to consider before burning your screen, as they affect your screen’s exposure time. Let’s briefly explore them:
Type and Amount of Emulsion Used
The first step before burning your screen is to coat it with emulsion. Different brands and types of emulsion have different exposure times. For example, a fast-burning emulsion can expose in seconds, while a slower-burning one could take 10 minutes. There are generally three types of screen-printing emulsion:
- Diazo emulsions (mixed emulsions) are the cheapest options but require longer exposure times, as they have lower light sensitivity. It’s named so because you need to add Diazo powder into the entire base before you use it. It is also the most forgiving if you accidentally under or overexpose it. However, Diazo emulsions do have a shorter lifespan than other emulsions.
- Presensitized (pure Photopolymer) emulsions, like Baselayr Complete, are very sensitive and expose faster than Diazo. These emulsions need to be handled carefully since they are highly sensitive to even sunlight on a cloudy day.
- Dual-cure emulsions, like Baselayr Long-Lasting, combine the best features of Diazo and photopolymer emulsions. It has a better exposure time range, curing considerably faster than Diazo emulsions – though not as quickly as photopolymer emulsions. It does need to be mixed thoroughly and left to rest before you use it.

Light Source
Depending on your exposure unit, the type of light source and light placement differs. The light source could be unfiltered backlights, quartz halogen, mercury vapor, or metal halide lights. The higher the bulb wattage, the shorter the exposure time. In addition, the closer the light source is to the screen, the shorter the exposure time, and vice versa. However, If the light source is too close, you’ll have some dead zones (basically, areas that aren’t sufficiently exposed to the light source) on your screen.
Screen Mesh Count
The last factor to consider before burning your screen is the screen mesh count. The mesh count is the number of openings caused by threads of mesh crossing per square inch of your screen. Lower mesh screens have wider openings than higher mesh screens; they hold more emulsion in their openings but, as a result, need longer exposure times.
What Do Underexposed and Overexposed Screens Look/Feel Like?
Underexposure results in sections that aren’t part of the image being washed away. The screen feels slimy after you wet it since the emulsion hasn’t hardened. In addition, underexposure can cause pinholes, scums, and sawtooth marks in your print.
On the other hand, overexposure results in the image being hard to wash out. It can take up to 5 minutes to wash out the unexposed areas, or it might not even wash out at all. There could also be undercutting where the image shrinks in size around the edges or gets blurry.
How to Burn a Screen Properly for Screen Printing

Now that we’ve covered the essentials, let’s walk you through the process of burning a screen, and some tips to burn screens properly:
Getting the Film Positive Right

One of the common mistakes people make when starting screen printing is not producing good opaque film positives. You need to get enough black ink onto the film to block the UV light properly. When you hold the film up to the light source, you should not be able to see any light coming through the black stencil. Otherwise, you will have a problem where light gets through and exposes the emulsion that you’re trying to block out.
Once you’ve prepared your design, print it on the film using a printer. For Canon laser printers, manually set the media type to “Transparency” in the printer driver. For Canon inkjet printers, set the media to “Glossy Photo Paper (II)” before printing. You may need to experiment with the settings to get the desired results.
For the best prints, we recommend using an inkjet printer. You should also use a waterproof film as it sucks in ink and retains black ink the most. In addition, RIP (Raster Image Processing) software helps you get the blackest, highest-quality output. Furthermore, you can double up on your screens by laying one on top of the other during exposure. This means that even faded positives can still be reused in this manner, reducing wastage.
Figuring Out your Exposure Time

To get the best screen exposure time, you need to perform a Step-Wedge test. Print the step wedge onto a film along with any art you’d like to print. Then, test the time needed in steady increments to find the best exposure time for the particular screen mesh count, light source, and emulsion you’re using. Cover the screen and expose different sections consecutively. Aim for a gradient level of 7 on the step wedge for optimum exposure.
The increments you use depend on your light source (how much UV light and watts it has) and emulsion (how fast it burns). It could be increments of 5 seconds, 30 seconds, 1 minute, 2 minutes, or more. For instance, if you used photopolymer emulsions, you could try 5-10 seconds increments, whereas, with Diazo emulsions, you can try 30 – 60 seconds increments.
Alternatively, you can also use exposure calculators to determine exposure time. There are many free exposure calculators for screen printing that you can utilize, including Anthem’s Screen Printing Exposure Calculator and the Kiwo ExpoCheck, among others. You won’t need to spend money (around $19.99 on eBay) to get a step wedge test, as these free alternatives offer a great option to get accurate readings for determining exposure time. Once you get the hang of the instructions, you’ll be good to go!
Setting Up your Exposure Unit and Light Source
The quality of your prints also depends on your screen exposure units. The industry standard for screen printing is a self-contained vacuum exposure unit with a metal halide bulb. It is best if the light source is 2-3 feet away from the film and screen so that they expose properly.
Although LED exposure units are a good and energy-efficient light source choice, they lose a bit of detail during exposure when compared to metal halide bulbs. This means it isn’t great for fine lines, tiny dots, etc. On the other hand, fluorescent tubes are cheap but not rich in UV, so light doesn’t always penetrate through the emulsion. The substrate side might be exposed enough, while the squeegee side might not be, which can cause premature breakdown of the screen. Halogen bulbs are also low-cost and easily available, but with their low UV light, they also lose details during exposure.
You can also build your own exposure unit. Keep in mind, though, the type of light you use and the distance of the light source from the screen.
Burning the Screen
With your emulsion-coated screen, film positive, exposure unit, and using the right exposure time, you can now proceed to burn your screen. Carefully place your film positive on the screen and expose the film on the exposure unit with the correct exposure time.
Rinsing the Screen

After exposing the screen, avoid placing it anywhere with UV light. Be sure to avoid sunlight and regular bulbs. We recommend you wet or rinse out your screen immediately after exposure to prevent light from exposing the screen even when you’ve finished. Rinsing too late results in overexposure which can affect the stencil/image.
You can also drop the screen in a dip tank immediately after exposure, so the emulsion starts loosening in the blocked areas. This process makes it easier and safer to rinse out the screen even in full sunlight since the emulsion has already loosened from the screen.
Extra tip: You can expose a screen to UV light after rinsing it out post-exposure. This additional step will help harden the emulsion and make the screen more durable during print runs.
Storing the Screen

Keep dust and debris away. Dust and debris easily get into the emulsion and onto screens, before drying onto the screen. They can create pinholes that you’ll notice after exposure, and even blow out halftones.
A dehumidifier for your screen storage room will be useful. The dehumidifier lets water evaporate out of the emulsion and lets it dry for the best results during exposure. Too much humidity can make the emulsion slick and shiny, and you don’t want that to happen.
Cleaning Exposure Unit Glass

Always clean your screens and exposure unit glass. Leftover tape adhesive, fingerprints, and dust can stain the glass in the exposure unit. Use any glass cleaner and rag and regularly clean your exposure units free of oil, dust, or dirt. This prevents the occurrence of pinholes on your screen. You might not notice that the screen is dirty until you find pinholes after exposure.
Conclusion

Burning screens can be quite tricky, but you can easily apply the technique to all your other projects once you grasp it. If you follow the tips we’ve provided, taking note of the exposure time, light source, emulsion coat, and steps before and after burning, you’ll realize just how straightforward the process is.
Now that you have the right tools and knowledge, you can confidently create more durable, consistent, better-looking, high-quality prints and improve customer satisfaction. You might also want to consider reviewing the 9 common mistakes screen printers make sometimes. You might find some useful information to help you improve your printing process.
Happy printing!

